金属粉末注射成形(MIM)工艺与产品设计
金属粉末注射成形(Metal Injection Molding,简称MIM)是一种结合了塑料注射成形和粉末冶金技术的先进制造工艺,广泛应用于生产高精度、复杂形状的小型金属零件。本文将系统介绍MIM成型工艺的原理、流程、关键设计要素及其对产品性能的影响。
一、MIM成型工艺概述
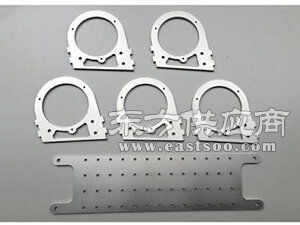
MIM工艺主要包括以下步骤:将精细金属粉末与有机粘结剂混合成均匀的喂料;通过注射成形机将喂料注入模具,形成生坯;接着,通过脱脂过程去除粘结剂,留下多孔的金属骨架;在高温下进行烧结,使金属颗粒致密化,获得接近全密度的成品。该工艺适合生产重量从几克到几百克、结构复杂的零件,如医疗器械、汽车零部件、电子连接器等。
二、MIM工艺的关键流程详解
- 粉末制备:金属粉末通常选择高纯度、细粒度(一般小于20微米)的材料,如不锈钢、钛合金或硬质合金,以确保烧结后的致密性和机械性能。
- 混料与喂料:将金属粉末与热塑性粘结剂(如蜡或聚合物)均匀混合,形成可注射的喂料。混合过程需控制温度和时间,以避免粉末氧化或分离。
- 注射成形:在注射机上,喂料被加热至熔融状态后注入模具,冷却后形成生坯。模具设计需考虑收缩率(通常为15-25%),以补偿烧结时的体积变化。
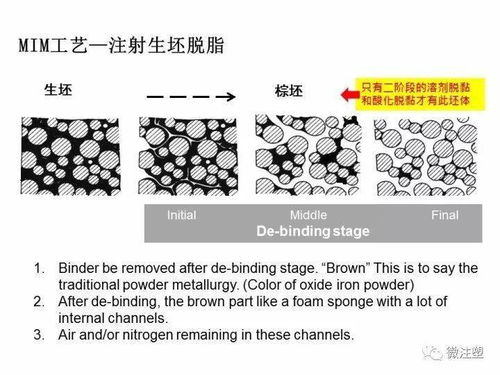
- 脱脂:通过溶剂萃取、热分解或催化方法去除粘结剂,此阶段需缓慢进行,防止零件开裂或变形。
- 烧结:在保护气氛(如氢气或真空)中,零件在高温(低于熔点)下烧结,颗粒间扩散结合,实现高密度和强度。烧结后可能需后续处理,如热处理、机加工或表面涂层。
三、MIM产品设计要点
- 几何形状设计:MIM适合制造复杂三维结构,如内部孔洞、螺纹和薄壁特征,但需避免尖锐边缘和过厚截面,以减少应力集中和变形风险。壁厚应均匀,一般推荐0.5-5mm。
- 公差控制:MIM零件通常可实现±0.3%的尺寸公差,对于高精度应用,可结合机加工进行精修。设计时应考虑烧结收缩,通过模具补偿来优化尺寸。
- 材料选择:根据应用需求选择金属粉末,例如316L不锈钢用于耐腐蚀部件,钛合金用于轻量化高强度场景。材料特性直接影响产品的硬度、韧性和耐磨损性。
- 经济性考量:MIM工艺在大批量生产时成本效益高,但模具费用较高,因此适合年产量数千件以上的订单。设计阶段应优化零件结构,减少后续加工步骤。
四、MIM工艺的优势与局限
优势包括:高材料利用率(近净成形)、生产复杂零件能力强、一致性好;局限在于初始投资大、生产周期较长,且对原材料和工艺控制要求严格。未来,随着粉末技术和自动化发展,MIM将在航空航天、消费电子等领域拓展应用。
金属粉末注射成形是一项高效的制造技术,通过合理的产品设计与工艺优化,可生产出高性能金属零件,推动工业创新。设计者需紧密合作工艺工程师,确保从概念到成品的无缝衔接。
如若转载,请注明出处:http://www.qhanoo.com/product/13.html
更新时间:2025-11-28 09:23:10